
- 价格 : ¥1.00/台
- 品牌 : 大泽动力
- 起订 : 1台
- 供应 : 100台
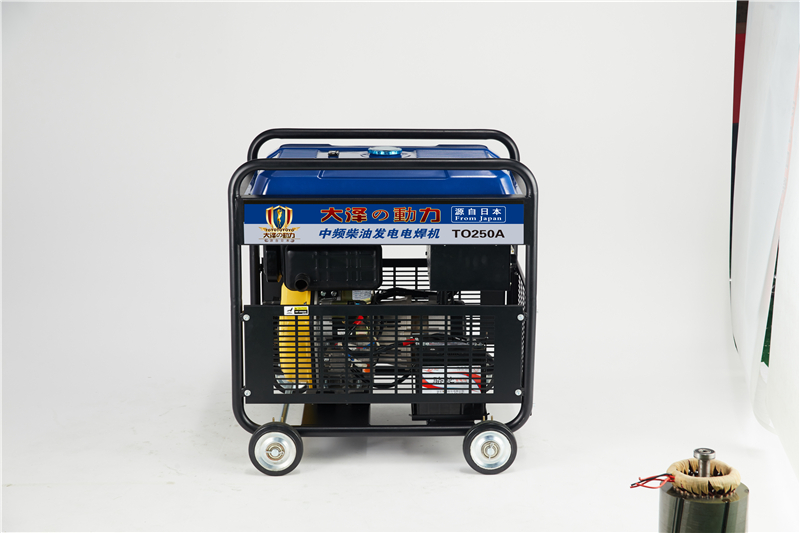
纤维素管道发电焊机 让焊接操作变得更加得心应手。采用新型控油发技术技术与减震圈的应用,使机器可以达到电焊电压的波形。而没有浮动的电焊电流则意味着高质量的电焊操作。同时,由于工作在高频状态,焊接穿透力强,熔池深,具有引弧容易、飞溅小,电流稳定、成型好等特点,有利于提高焊接产品的质量
大泽—凭借专业的服务,优质的产品和对您专一的态度,将是您理想的合作伙伴。
1、12对极中频发电技术,不需要变压器,效率高。
2、采用旋转磁场,以励磁调整焊接电流,调整准确。
3、日本整流技术,直流电流平顺,动特性好,响应速度快。
4、起弧容易,电弧燃烧稳定,焊接性能好。
|
机组型号 |
TO250AH |
|
|
发电机 |
额定电压 |
220V |
|
频率 |
50HZ |
|
|
额定输出 |
6KW |
|
|
最大输出 |
6.5KW |
|
|
燃油损耗 |
200g/kw.h |
|
|
电焊机 |
焊接模块 |
工业焊接模块 |
|
电流调节 |
30-250A |
|
|
焊条直径 |
0-5.0mm |
|
|
焊接持续率 |
80% |
|
|
焊接电压 |
23-33V |
|
|
焊条类型 |
纤维素焊条/向下焊 |
|
|
发动机 |
引擎型号 |
TO192F |
|
发动机类型 |
单缸、风冷、柴油发动机 |
|
|
气缸数 |
1 |
|
|
供油方式 |
自流式 |
|
|
输出马力/转速 |
14HP/3600r/min |
|
|
调速方式 |
自动调节 |
|
|
机油容量 |
1.7 |
|
|
启动方式 |
电启动 |
|
|
油箱容量 |
50L |
|
|
燃油型号 |
0#夏 -10#冬 |
|
|
其他 |
噪音 |
72-78dBA/7m |
|
机器尺寸 |
870x530x660mm |
|
|
重量 |
110/125kg |
|
焊接中注意事项
1.应根据工作的技术条件,选择合理的焊接工艺,不允许超负载使用,不准采用大电流施焊,不准用电焊机进行金属切割作业。
2.在载荷施焊中焊机温升不应超过**60度、B级80度,否则应停机降温后再进行施焊。
3.电焊机工作场合应保持干燥,通风良好。移动电焊机时,应切断电源,不得用拖拉电源的方法移动电焊机。如焊接中突然停电,应切断电源。
4.在焊接中,不允许调节电流。必须在停焊时,使用调节手柄调节,不得过快,过猛,以免损坏调节器。
5.禁止在起重机运行工件下面做焊接作业。
6.如在有起重机钢丝绳区域内施焊时,应注意不得使焊机地线误碰触到吊运的钢丝绳,以免发生火花导致事故。











