1.受力分析
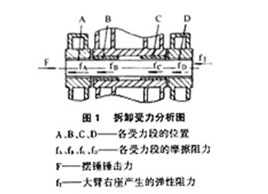
由图1知,当摆锤敲击大臂主销时,B段和C段虽都为间隙配合,但由于大臂主销外表面和衬套内表面的大量磨损,又由于大臂质量有好几吨(正压力),因此fB和fC均较大。A段和D段也都为间隙配合,国产起重机上此间隙为0.40mm左右,进口起重机上为0.15mm。但由于大臂主销和大臂座无相对运动,A段和D段常常因年久生锈,静摩擦系数很大,所以摩擦阻力fA和fD都很大。一般来说,国产重型起重机的大臂主销比进口产品的相对地容易拆卸。在摆锤锤击力F作用下,大臂右座相对于左座将产生微量的弹性变形,此弹性变形阻力fT也是非常大的。
2.拆卸专用工具

拆卸专用工具结构如图2所示,使用摆锤产生足够的摆动撞击力。由于大臂主销质量和尺寸都比较大,根据动量守恒定律,摆锤的质量必须大于大臂主销的质量才能省力。以日本多田野45t起重机为例,其大臂主销尺寸为4130mmxl000mm、质量为100kg,因而我们所用摆锤的尺寸为中180mmxl200mm、质量为300kg。
螺栓和套筒的作用是产生预紧力,用来平衡大臂右座的弹性阻力fT。螺栓用45#钢经调质处理,螺纹与大臂主销端部的工艺螺纹孔相配。套筒选用上海产的三元牌重型套筒。
气割枪的作用是加热A段和D段,使这两处的支座孔因受热而变大,这样,A段和D段的摩擦阻力都将大大减少。一般国产重型起重机无需使用气割枪加热即可将大臂主销拆下,个别锈蚀严重的才需要使用气割枪加热。对于进口重型起重机,由于A段和D段的配合间隙都很小,一旦生锈,摩擦阻力就很大,常常30t以上的产品就需要使用气割枪加热。
3.拆卸方法
准备工作:选用一段棒料,计算尺寸与质量做成摆锤;按图2所示焊上4根手柄和两个钢丝绳防护圈,用钢丝绳将摆锤吊在st以上的行车上,并摆正位置;选用3-4根长度不等的铁质衬铁,并垫好或用绳子向上拉住。选用3-5个钢质垫套,其长度应与螺栓配套。准备好套筒。加力杆、压板、螺栓和气割枪。用千斤顶和方块木料垫在大臂中后下部,将大臂支撑好。
拆卸过程:摆动摆锤,对准衬铁撞击,摆幅适度,注意安全,每撞击一次,就要用套筒拧紧螺栓一次,如此循环往复。难拆时用气割枪在大臂主销孔口圆周均匀加热。当主销出来一部分后,根据需要更换垫套和衬铁,然后再继续进行,直至将大臂主销击出。运用这种工具,有效的解决了重型起重机械臂的拆卸问题。