一台日本加藤公司产NK-300-E-Ⅲ型起重机的卷扬机动力输出轴花键副齿面压溃、严重磨损。
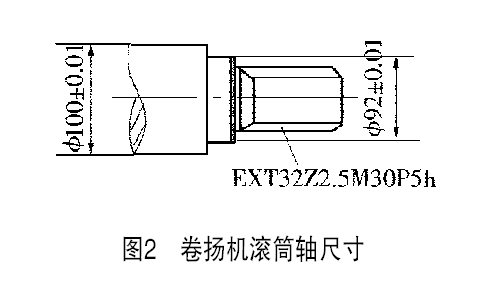
修复方法是,先测绘原卷扬机动力输出轴花键副,然后改进制造,新件配装。原卷扬机液压马达输出轴材料为球墨铸件(含少量合金成分),先用相同材料的焊条堆焊保温,发现有细小裂纹,所以这种方法不可采用。最后采用内花键本体修复、外花键整体加工的方法解决了卷扬机动力输出轴花键副的磨损问题。改进前、后动力输出轴花键副参数对比见表1和表2。卷扬机液压马达输出轴尺寸如图1所示。
将输出轴磨损的内花键车削平,车削尺寸以原内花键的齿根圆直径73.75mm为基准最小限度地车削到接近重新设计的内花键齿顶圆直径77.68mm,在此基础上重新设计加工渐开线内花键和外花键(尺寸见表1、表2)。

因不改变卷扬机液压马达输出轴的外径尺寸(直径109mm)而改变卷扬机液压马达输出轴内花键尺寸,齿数增加后齿与齿的平均承受力下降。根据机械设计手册国标规定,球墨铸铁要求的最小壁厚不小于6mm,而现设计的厚度为12.625mm[(109-83.75)/2],满足要求。花键连接的主要失效形式是齿工作面受挤压造成的压溃和磨损。因此,对于重新设计的花键,进行了齿工作面挤压强度的校核。
计算结果:渐开线花键连接强度为102.9N/mm2,在许用挤压应力80~120N/mm2范围之内。
卷扬机滚筒轴外花键采用40Cr钢进行热处理。高温淬火840~850℃,油冷再回火400℃保温,硬度达到HRC25~29,再进行整根轴的车削加工,加工工艺不复杂易完成。虽然卷扬机动力输入滚筒轴的外花键径向尺寸增大了,但这不影响轴向装配,因为设计后的外花键(增大尺寸)最大尺寸齿顶圆D顶=82.5mm(整根轴的最大直径为100mm),如图2所示。
实践证明,以上改进设计能够满足卷扬机最大限度地传递输出转矩,工作平稳可靠,同时整体加工费仅有2000元左右,节省资金,说明在卷扬机液压马达输出轴本体上修复花键是可行的。