摘 要:海洋油气田开发生产过程中,起重机负责海上现场全部吊装作业,以及与支持船舶之间的全部物料吊装作业。钢丝绳是起重机实现变幅、起升及下降等动作的关键部件,海洋平台起重机日常使用频次较高,相比较于其他液压、电气系统等故障,一旦钢丝绳发生故障,不仅会导致严重的设备损害结果,还会导致较大的生产损失。本文针对吊机钢丝绳的常见故障进行分析,并提出处理建议。
关键词:海洋油气田 吊机 钢丝绳 故障处理
Abstract: During the development and production of offshore oil and gas fields, cranes are used for all lifting operations on theoffshore site and all material lifting operations with offshore support vessels. Wire rope is the key part for crane to realize luffing,
lifting and lowering. The offshore platform crane is used frequently in daily service. Compared with other hydraulic and electricalsystem failures, once the wire rope fails, it will not only lead to serious equipment damage, but also cause greater productionlosses. In this paper, the common faults of crane wire rope are analyzed, and the handling suggestions are put forward.
Keywords: offshore oil and gas fields; cranes; wire rope; fault handling
本文以国内某海上自升式平台配置的电液驱动起重机[2421HX32-00_YQHG2500-35 t-12 m(5 t -35 m) 型海洋起重机](以下简称吊机)为例进行分析研究。该平台主要进行海上钻完井作业支持、修井和相关工程支持服务。
该吊机在高盐度、高湿度的海洋环境下使用,设计工作环境温度为_ 20℃~ +45℃,允许工作风速为20.8m/s;停放时最大允许风速为51.5 m/s。吊机日均运转时间约为7~9 h。吊机的主要起重性能如图1 所示。
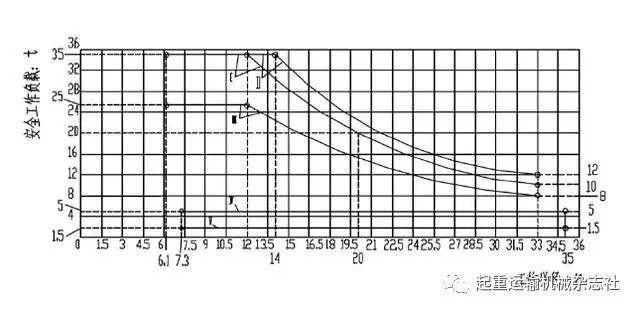
图1 某海上自升式平台吊机起重特性曲线
Ⅰ——1.0 m 有义浪高时,船外起升主钩负载曲线
Ⅱ——船上起升主钩负载曲线
Ⅲ——2.5 m 有义浪高时,船外起升主钩负载曲线
Ⅳ——1.0 m 有义浪高时,船外及船上起升副钩负载曲线
Ⅴ——2.5 m 有义浪高时,起升副钩吊人负载曲线
1 钢丝绳简介
吊机钢丝绳通过滑轮组、压板以及楔形与绞车以及钢结构安装固定,实现变幅、主钩、副钩系统的起升与下放动作。钢丝绳的应用布置如图2 所示, 这3 组钢丝绳的具体信息以及使用特性整理如表1 所示。
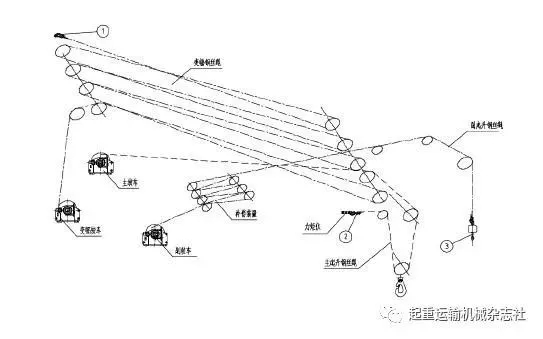
图2 吊机变幅、主钩及副钩的钢丝绳应用图示

2 常见故障原因分析与处理
钢丝绳作为吊机的关键组成部件,不仅要注重日常维保,还必须建立信息管理台账,包括钢丝绳型号、安装时间、使用时长、检查情况、保养信息等。
现针对吊机日常作业过程中,几种常见的钢丝绳故障进行分析,并提出处理建议。
2.1 钢丝绳“打扭”
1)故障现象 穿过游动滑轮组的钢丝绳,实现主钩的起升与下放操作动作。正常工作状态下,游动滑轮组两侧的钢丝绳应相互平行,互不干涉;但当钢丝绳“打扭”时,游动滑轮组两侧的钢丝绳之间就会出现“8 字形”或者“麻花形”交叉,如图3 所示。当主钩下放行程越长时,扭结现象会越明显。钢丝绳的“打扭”不仅会加剧磨损消耗,更会增加吊装作业的安全风险。
2)原因分析 出现这种现象的原因是新安装或新换钢丝绳使用一段时间后,出现内部应力集中,导致钢丝绳“打扭”。
3)处理方法
新安装或新换钢丝绳时,应注意选择抗扭结性能好,绳股捻向与绞车卷筒相匹配的钢丝绳;使用正确的穿绳工艺,确保穿绳过程中,避免产生扭转应力。
作业过程中,出现钢丝绳扭结时,应暂停吊装任务,将吊臂置于安全架上,并将主钩吊钩与滑轮组下放至甲板面,再逐步放松钢丝绳,在做好安全防护措施的情况下,通过拆除与吊臂相连的楔形头端(“死绳”端),释放钢丝绳内部应力,回装并固定楔形头。再次作业前,做起重测试,确认钢丝绳“打扭”问题解决。
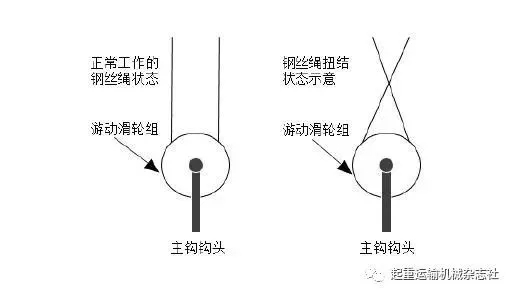
图3 钢丝绳正常工作与扭结状态图示
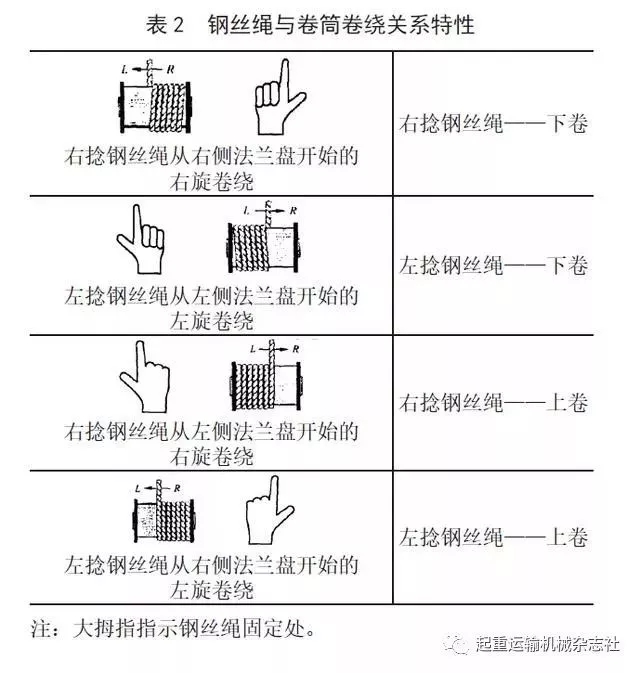
同时,为了确保从本质上解决钢丝绳“打扭”问题,钢丝绳在卷筒上的卷绕方向也至关重要,对于常见的光面卷筒和带绳槽卷筒,建议卷绕方式参照表2[1]。
2.2 钢丝绳“崩绳”
1)故障现象 吊机新投入使用不久,大约2 个月
时间,吊臂做变幅起升动作,在40°~ 60°之间,也就是变幅绞车卷筒上第二层与第三层排绳转换处,出现钢丝绳排绳不规则,并会引起多次钢丝绳“崩绳”现象,吊机载荷负载越重时,“崩绳”现象就越明显,并会伴有声响和震动。如果吊机持续这种状态运转,会快速加剧钢丝绳的磨损,并存在吊装作业安全隐患。绞车上钢丝绳正常工作状态与错排“崩绳”状态下卷绕状态对比如图4 所示。
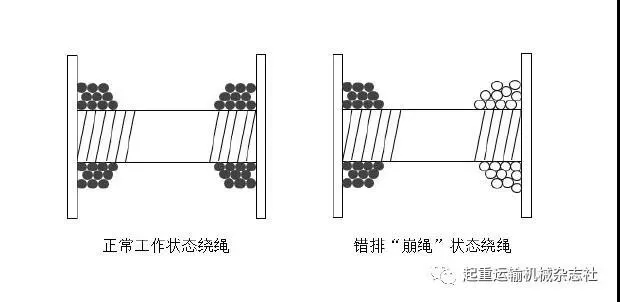
图4 绞车钢丝绳正常工作与错排“崩绳”状态对比
2)原因分析
①卷筒与新安装的钢丝绳不匹配,导致第一层钢丝绳排满后,卷筒上还留有小于钢丝绳直径的间隙(卷筒一周),会导致排绳不规则问题;
②光面的卷筒在运转一段时间后,第一层钢丝绳因较长时间的受压变形,会导致钢丝绳的导向纹路失效
③卷筒排绳与A 型架顶部导向定滑轮的偏斜夹角过大;
④卷筒上压板固定的出绳口走向不顺,会导致第二层排绳不规则,或第二层最后1~2圈的排绳出现“崩绳”。
3)处理方法 所有钢丝绳缠绕系统的偏斜角均不应大于4°,对阻旋转钢丝绳不应大于2°,可以采取减少卷筒长度或增加卷筒直径、增大定滑轮与卷筒之间的距离等措施减小偏斜角。当钢丝绳在绞车卷筒上采用多层缠绕时,在卷筒法兰处的钢丝绳偏斜角宜大于0.5°,以避免钢丝绳堆聚[1]。现场确认钢丝绳的选型与绞车卷筒的匹配,并且实测偏斜角均在设计允许范围内。通过在压板固定的出绳口增加一根与卷筒直径贴合的弧形导向条,长度15 cm,排绳错乱和“崩绳”问题得到显著改善。在使用一段时间后,仍存在轻微的排绳不规则问题,根据现场情况,配合出绳口导向条,在卷筒内侧壁再增加一片外边长4 cm×6 cm 的导向挡板,使钢丝绳“崩绳”问题得到明显解决。
导向条 针对卷筒出绳口因压板、焊缝及绳槽等缺陷造成的排绳S 形故障,导致卷筒上排绳至第二层最后一圈时出现排绳错叠或“崩绳”。此时可通过在卷筒初始出绳口增加导向条,调整出绳口的钢丝绳排序。导向条弧度与卷筒直径匹配,最大长度不建议超过卷筒直径的1/4 周长。导向条横截面为圆形,最大直径处不超过钢丝绳直径,并逐渐呈现径缩,形状如图5 所示。
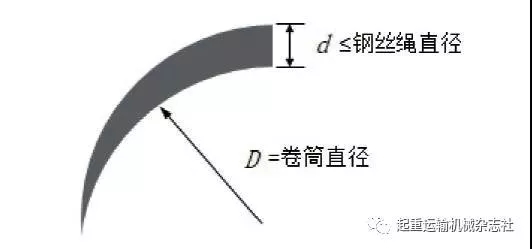
图5 钢丝绳导向条形状图示
导向挡板 卷筒上钢丝绳排绳错叠或“崩绳”故障比较严重,通过导向条无法彻底解决问题时,可在卷筒内侧壁根据排绳间隙增加导向挡板来解决问题。导向挡板可分为块状和多片式圆环状,内弧面直径D 与卷筒直径匹配,径向有效厚度H 应为钢丝绳直径的整倍数值。导向挡板与卷筒内侧壁之间,可进行电焊固定,也可配孔固定,形状如图6 所示。
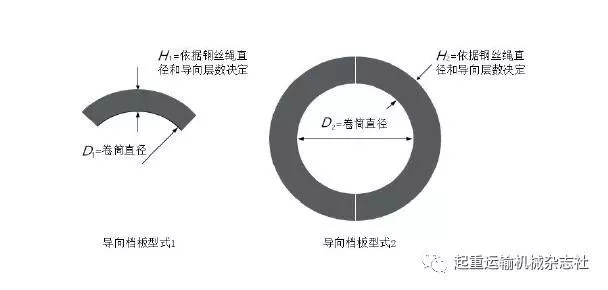
图6 钢丝绳导向档板形状图示
2.3 钢丝绳疲劳
1)故障现象 钢丝绳表面出现断丝、断股、腐蚀、变形、磨损等异常现象,通过日常巡检,即可发现故障。其中,在正常使用情况下,较为典型的是钢丝绳断丝现象,故障形式如图7 所示。
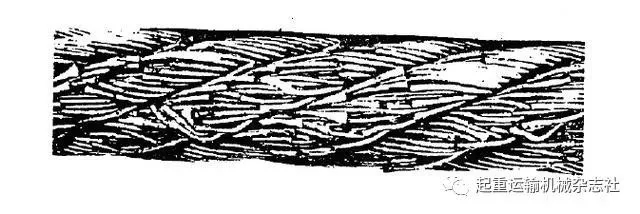
图7 钢丝绳“断丝”故障现象
2) 原因分析 钢丝绳在正常使用过程中,受外力(摩擦、冲击、挤压等)作用,会出现钢丝绳的损耗现象。
3)解决方法 吊机日常作业过程中,加强钢丝绳的状态监测,并做好维护与记录工作。一旦发现任何异常,参照《GB/T 5972—2006 起重机用钢丝绳检验和报废实用规范》,对钢丝绳的使用状态进行判断,一旦达到相关报废标准,立即对符合报废标准的钢丝绳进行换新处理。
3小结
吊机使用过程中,钢丝绳是决定现场起重吊装作业安全与否的关键部件之一。因此,对于钢丝绳一般建议采用预防性维修为主,同时,对于易损型号的钢丝绳提前做好备品管理,这样可以较大地提高设备使用的可靠性与安全性。